
U oblasti precizne proizvodnje, uobičajena zabluda je da "veća gustina = veća krutost = veća preciznost". Granitna baza, sa gustinom od 2,6-2,8 g/cm³ (7,86 g/cm³ za liveno gvožđe), postigla je preciznost koja prevazilazi onu mikrometara ili čak nanometara. Iza ovog "kontraintuitivnog" fenomena leži duboka sinergija mineralogije, mehanike i tehnika obrade. U nastavku se analiziraju njeni naučni principi iz četiri glavne dimenzije.
1. Gustoća ≠ Krutost: Odlučujuća uloga strukture materijala
"Prirodna saćasta" kristalna struktura granita
Granit se sastoji od mineralnih kristala kao što su kvarc (SiO₂) i feldspat (KAlSi₃O₈), koji su blisko povezani ionskim/kovalentnim vezama, formirajući isprepletenu strukturu nalik saću. Ova struktura mu daje jedinstvena svojstva:

Tlačna čvrstoća je usporediva s čvrstoćom lijevanog željeza: dostiže 100-200 mpa (100-250 mpa za sivi liv), ali je modul elastičnosti niži (70-100 gpa u odnosu na 160-200 gpa za liveno željezo), što znači da je manja vjerojatnost plastične deformacije pod utjecajem sile.
Prirodno oslobađanje unutrašnjeg napona: Granit je prošao kroz proces starenja tokom stotina miliona godina geoloških procesa, a unutrašnji zaostali napon se približava nuli. Kada se liveno gvožđe hladi (brzinom hlađenja > 50℃/s), stvara se unutrašnji napon visok i do 50-100 mpa, koji se mora eliminisati vještačkim žarenjem. Ako tretman nije temeljit, sklon je deformacijama tokom dugotrajne upotrebe.
2. "Višestruko defektna" metalna struktura lijevanog željeza
Liveno željezo je legura željeza i ugljika i ima nedostatke poput ljuskavog grafita, pora i poroznosti uslijed skupljanja.
Matrica fragmentacije grafita: Ljuskasti grafit je ekvivalentan unutrašnjim "mikropukotinama", što rezultira smanjenjem stvarne površine nosivosti lijevanog željeza za 30%-50%. Iako je tlačna čvrstoća visoka, savojna čvrstoća je niska (samo 1/5-1/10 tlačne čvrstoće) i sklon je pucanju zbog lokalne koncentracije napona.
Visoka gustoća, ali neravnomjerna raspodjela mase: Liveno željezo sadrži 2% do 4% ugljika. Tokom lijevanja, segregacija ugljičnih elemenata može uzrokovati fluktuacije gustoće od ±3%, dok granit ima ujednačenost distribucije minerala od preko 95%, što osigurava strukturnu stabilnost.
Drugo, prednost preciznosti zbog niske gustoće: dvostruko suzbijanje topline i vibracija
"Inherentna prednost" kontrole termičke deformacije
Koeficijent termičkog širenja znatno varira: granit je 0,6-5×10⁻⁶/℃, dok je kod lijevanog željeza 10-12×10⁻⁶/℃. Uzmimo za primjer bazu od 10 metara. Kada se temperatura promijeni za 10℃:
Širenje i skupljanje granita: 0,06-0,5 mm
Širenje i skupljanje lijevanog željeza: 1-1,2 mm
Zbog ove razlike, granit se gotovo ne deformiše u precizno kontroliranom temperaturnom okruženju (kao što je ±0,5℃ u radionici za poluprovodnike), dok liveno gvožđe zahtijeva dodatni sistem termičke kompenzacije.
Razlika u toplotnoj provodljivosti: Toplinska provodljivost granita je 2-3 W/(m · K), što je samo 1/20-1/30 toplotne provodljivosti lijevanog željeza (50-80 W/(m · K)). U scenarijima zagrijavanja opreme (kao što je kada temperatura motora dostigne 60 ℃), gradijent površinske temperature granita je manji od 0,5 ℃/m, dok kod lijevanog željeza može dostići 5-8 ℃/m, što rezultira neravnomjernim lokalnim širenjem i utiče na pravoliniju vodilice.
2. Efekat "prirodnog prigušenja" vibracija
Mehanizam disipacije energije na unutrašnjim granicama zrna: Mikrofrakture i klizanje na granicama zrna između kristala granita mogu brzo disipirati energiju vibracija, sa omjerom prigušenja od 0,3-0,5 (dok je za liveno gvožđe samo 0,05-0,1). Eksperiment pokazuje da pri vibraciji od 100Hz:
Potrebno je 0,1 sekunda da se amplituda granita smanji na 10%.
Lijevano gvožđe traje 0,8 sekundi
Ova razlika omogućava granitu da se trenutno stabilizuje u opremi koja se kreće velikom brzinom (kao što je skeniranje glave za premazivanje brzinom od 2 m/s), izbjegavajući nedostatak "tragova vibracija".
Obrnuti efekat inercijalne mase: Niska gustina znači da je masa manja u istoj zapremini, a inercijalna sila (F=ma) i impuls (p=mv) pokretnog dijela su niži. Na primjer, kada se granitni portalni okvir od 10 metara (težine 12 tona) ubrza na 1,5G u poređenju sa okvirom od lijevanog željeza (20 tona), potreba za pogonskom silom se smanjuje za 40%, smanjuje se udar pri pokretanju i zaustavljanju, a tačnost pozicioniranja se dodatno poboljšava.

Iii. Proboj u tehnologiji obrade "nezavisnoj od gustoće" i preciznosti
1. Prilagodljivost ultrapreciznoj obradi
Kontrola brušenja i poliranja na "kristalnom nivou": Iako je tvrdoća granita (6-7 na Mohsovoj skali) veća od tvrdoće lijevanog željeza (4-5 na Mohsovoj skali), njegova mineralna struktura je ujednačena i može se atomski ukloniti dijamantskim abrazivom + magnetoreološkim poliranjem (debljina pojedinačnog poliranja < 10 nm), a hrapavost površine Ra može doseći 0,02 μm (nivo ogledala). Međutim, zbog prisustva mekih čestica grafita u lijevanom željezu, "efekat pluga" je sklon pojavi tokom brušenja, a hrapavost površine je teško postići ispod Ra 0,8 μm.
Prednost CNC obrade u smislu "niskog napona": Pri obradi granita, sila rezanja je samo 1/3 sile rezanja kod lijevanog željeza (zbog njegove niske gustoće i malog modula elastičnosti), što omogućava veće brzine rotacije (100.000 okretaja u minuti) i brzine pomaka (5000 mm/min), smanjujući trošenje alata i povećavajući efikasnost obrade. Određeni slučaj obrade s pet osi pokazuje da je vrijeme obrade žljebova vodilice granita 25% kraće nego kod lijevanog željeza, dok je tačnost poboljšana na ±2 μm.
2. Razlike u "kumulativnom efektu" grešaka pri montaži
Lančana reakcija smanjene težine komponenti: Komponente poput motora i vodilica uparenih s bazama niske gustoće mogu se istovremeno olakšati. Na primjer, kada se snaga linearnog motora smanji za 30%, njegovo stvaranje topline i vibracije također se shodno tome smanjuju, formirajući pozitivan ciklus "poboljšane preciznosti - smanjene potrošnje energije".
Dugoročno zadržavanje preciznosti: Otpornost granita na koroziju je 15 puta veća od otpornosti lijevanog željeza (kvarc je otporan na eroziju kiselinama i bazama). U okruženju kisele magle poluvodiča, promjena hrapavosti površine nakon 10 godina upotrebe je manja od 0,02 μm, dok lijevano željezo treba brusiti i popravljati svake godine, s kumulativnom greškom od ±20 μm.
Iv. Industrijski dokazi: Najbolji primjer niske gustoće ≠ niske performanse
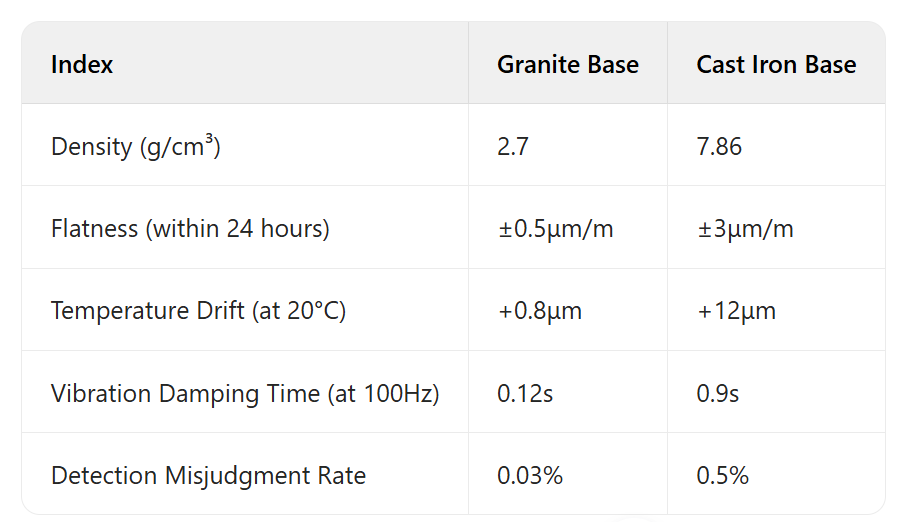
Oprema za ispitivanje poluprovodnika
Uporedni podaci određene platforme za inspekciju pločica:
2. Precizni optički instrumenti
Nosač infracrvenog detektora NASA-inog teleskopa James Webb napravljen je od granita. Upravo iskorištavanjem njegove niske gustoće (smanjenje korisnog tereta satelita) i niskog termičkog širenja (stabilno na ultraniskim temperaturama od -270℃) osigurana je optička tačnost poravnanja na nano nivou, dok se rizik od krhkosti lijevanog željeza na niskim temperaturama eliminira.
Zaključak: Inovacija u nauci o materijalima "suprotna zdravom razumu"
Prednost preciznosti granitnih baza u suštini leži u pobjedi logike materijala "strukturna ujednačenost > gustoća, stabilnost na termalni šok > jednostavna krutost". Ne samo da niska gustoća nije postala slaba tačka, već je i postignut skok u preciznosti kroz mjere kao što su smanjenje inercije, optimizacija termičke kontrole i prilagođavanje ultrapreciznoj obradi. Ovaj fenomen otkriva osnovni zakon precizne proizvodnje: svojstva materijala su sveobuhvatna ravnoteža višedimenzionalnih parametara, a ne jednostavna akumulacija pojedinačnih indikatora. Razvojem nanotehnologije i zelene proizvodnje, granitni materijali niske gustoće i visokih performansi redefiniraju industrijsku percepciju "teškog" i "lakog", "krutog" i "fleksibilnog", otvarajući nove puteve za vrhunsku proizvodnju.

Vrijeme objave: 19. maj 2025.